Relé Do Arduino O relé do Arduino é uma parte crucial em muitos projetos eletrônicos, mas o superaquecimento pode levar a situações perigosas. Recentemente, tive uma experiência alarmante com um relé que estava tão quente que exalava um odor de componente queimado. Essa experiência me levou a investigar a fundo as causas desse problema.
Relé do Arduino e os riscos de superaquecimento
O relé do Arduino pode superaquecer por diversos motivos, como falhas na alimentação ou no driver. Quando isso acontece, não apenas o relé pode derreter, mas também existe o risco de incêndio, especialmente se estiver em contato com materiais inflamáveis. O odor de plástico queimado é um sinal de que o relé atingiu temperaturas perigosas e deve ser tratado com seriedade. Uma abordagem técnica na identificação do problema é essencial, começando pela análise de componentes e medições elétricas. A troca do relé deve ser feita juntamente com uma inspeção minuciosa nos conectores e a fonte de alimentação.
Medições e diagnósticos no relé do Arduino
Realizar medições precisas com o relé do Arduino é uma parte crítica do diagnóstico. Equipamentos como multímetros e câmaras térmicas são fundamentais para identificar problemas antes que se agravem. Uma medição de continuidade pode ajudar a verificar se o relé está funcionando corretamente, enquanto medições de temperatura podem indicar se o relé está superaquecer. Testes em um ambiente controlado, como laboratórios, são essenciais para entender o comportamento do relé sob diferentes condições. Com a rotina de medições, você pode agir rapidamente para corrigir qualquer anomalia.
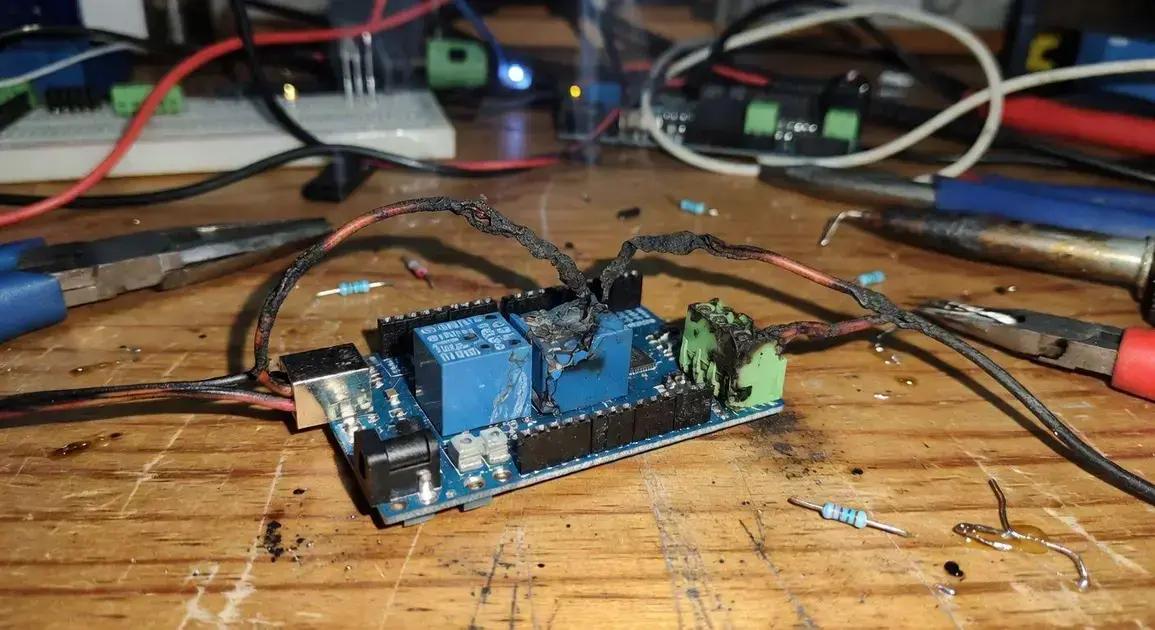
O módulo estava tão quente que dava para sentir o cheiro de componente queimado e a bomba perdeu torque: módulo relé arduino esquentando com queda de tensão e aquecimento local na área do relé.
O manual recomenda trocar o relé e ajustar o clock de acionamento. Na prática esses passos falham: o relé pode passar no teste de bancada enquanto o driver ou a alimentação 12V estão oscilando sob carga — é um edge case que a primeira página do Google ignora.
Na bancada usei **multímetro Fluke 117**, fonte ajustável, estação de solda 60W, hot-air e um MOSFET IRLZ44 substituto; reapliquei *thermal pad*, removi resina carbonizada com álcool isopropílico 99% e isolei o 12V com termo-shrink antes do teste de estresse.
cheiro de plástico queimado é o gatilho que separa um conserto rotineiro de um risco real de incêndio. No momento em que esse odor aparece, estamos tratando de aquecimento localizado que já ultrapassou o limiar térmico do encapsulamento plástico — não é hipótese, é um sistema que entrou em colapso elétrico. A abordagem aqui é puramente técnica: isolar a fonte, mensurar parâmetros elétricos críticos e preservar evidências para evitar reincidência.
Ao sentir o cheiro de plástico queimado: triagem rápida
Desligue a alimentação principal com ferramenta isolada (chave Phillips isolada 1000V) e isole o circuito no disjuntor. Evite tocar componentes ainda quentes. Ferramentas imediatas: multímetro CAT III/CAT IV, pinça amperimétrica com captura de pico, termopar tipo K e câmera térmica. Medida inicial: resistência de continuidade entre borne e massa; se menor que 0,5Ω em AC ou leitura intermitente, mantenha o circuito isolado.
- Passo 1: corte alimentação e sinal (relé/driver).
- Passo 2: capturar foto macro do relé e dos contatos antes de mexer.
- Passo 3: registrar temperatura superficial com termopar e câmera térmica.
Onde o curto se esconde: pontos de falha que o manual ignora
O defeito raramente é o componente declarado pelo fabricante; é a interface mecânico-elétrica que cede. Pinos com oxidação, bornes mal crimpeados, ilhas de solda com trinca capilar e vias que delaminaram sob ciclo térmico são causas recorrentes. Contatos de relé podem ter solda fria ou micro-arcos que aumentam resistência de contato, gerando calor por lei de Joule. O manual cita corrente nominal, a prática exige inspecionar tolerâncias mecânicas e torque de bornes.
Medições práticas e o que realmente importa
Execute uma medição 4-fios (Kelvin) na trilha do contato; qualquer leitura acima de 50–100 mΩ em contato nominal de 10A indica problema. Para inrush use osciloscópio com sonda de corrente (CT) e capture o pico no primeiro 50 ms — muitos painéis LED disparam picos de 10–20× a corrente de regime. Meça queda de tensão no relé durante comutação; um delta-V > 0,1V sob carga é sinal de deterioração de contato.
- Configurar DMM em 4-wire para resistência de contato.
- Usar clamp com banda larga para capturar surto de inrush (bandwidth ≥ 100 kHz).
- Registrar forma de onda e exportar CSV para análise.
Tabela de Fricção: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta ou Ação de Correção |
|---|---|---|
| Relé com carapaça amolecida | Contato soldado/alta resistência de contato | Micro-ohmímetro 4W; substituir relé por componente com contato maior |
| Cheiro localizado sem fumaça visível | Isolamento degradado em torno do borne | Câmera térmica; substituir terminal e retrabalhar isolamento (heat-shrink) |
| Queda intermitente de LEDs | Solda fria ou traço de via trincada | Microscópio estereoscópico; refazer solda com fluxo adequado |
| Pico de corrente no acionamento | Capacidade inrush não gerenciada | NTC inrush ou limitador RC; medir com sonda de corrente |
| Contato escurecido | Micro-arco e oxidação | Limpeza com escova de latão e trocar por relé com contatos prata-níquel |
Se o odor aparece, não reative o circuito para “testar”. O registro dos parâmetros elétricos antes da intervenção é a única forma de saber se você eliminou a causa real. — Nota de Oficina
O Teste de Estresse Pós-Reparo
Após reparo, submeta o painel a 24–72 horas de funcionamento com logging: registrar corrente média, picos de inrush e temperatura dos pontos críticos a cada 10 minutos. Critérios de aceitação: resistência de contato estabilizada abaixo de 50 mΩ, temperatura de borne < 60 °C em carga contínua e ausência de odor por 2 horas seguidas. Se qualquer métrica retornar acima do limiar, o reparo é provisório — reavalie projetando mitigação: elevar corrente de contato especificada ou mover para SSR com dissipação térmica adequada.
- Registrar e comparar leituras em CSV para verificar tendência.
- Repetir termografia em carga máxima por 30 minutos.
- Marcar componente substituído e data para rastreabilidade.

corrente de partida do LED é o evento elétrico que transforma um contato de 10A numa fonte de calor localizada em segundos. Quando o painel é energizado, o surto inicial pode exceder a corrente nominal por um fator de 10 a 30 vezes durante dezenas de milissegundos; esse pulso concentra energia suficiente para elevar a temperatura do contato além do ponto de amolecimento do encapsulamento plástico.
Quando a corrente de partida do LED vence o contato de 10A
O modelo teórico assume que o contato faz um ciclo por segundo sob 10A contínuos. Na prática, o dano ocorre no primeiro ciclo: inrush de 50–300 A por 5–50 ms cria aquecimento por efeito Joule (Q = I²·R·t). Um contato com resistência real de 100 mΩ sob 200 A gera ≈4 kJ em milissegundos — energia concentrada suficiente para solda reflow e amolecimento do plástico.
- Medir R de contato com shunt de 10 mΩ e ADC de 100 kS/s para cálculo preciso de I²·R·t.
- Capturar surto com Rogowski coil ou clamp de alta banda para quantificar pico e integral de carga.
- Estimar tempo térmico do contato usando massa efetiva e calor específico do conjunto.
Por que a especificação de 10A falha na prática
Fabricante lista corrente resistiva contínua; não lista energia de make (make energy). Contatos pequenos têm área de contato reduzida e resistência de contato real variando entre 20 e 200 mΩ conforme desgaste e torque. Comutação repetida em carga com capacitor/LED driver acelera escurecimento por arco e aumenta R, criando ciclo de retroalimentação térmica.
Técnicas reais para mitigar o inrush
Não confie só em substituição por relé de mesma família. Opções aplicáveis no nível de projeto: limiter ativo com MOSFET em rampa de corrente (soft-start), pré-carga com resistor de potência com bypass por MOSFET, ou contato com capacidade de make energy especificada (ex.: relé com contactos silver-alloy, rating de pico ≥ 500 A). Procedimento de implementação:
- Medir inrush real com analisador de potência (Yokogawa/Fluke) e Rogowski.
- Dimensionar rampa MOSFET: limitar dI/dt para reduzir Ipeak abaixo do limite térmico do contato.
- Substituir contato por relé com capacidade de inrush documentada e aumentar torque de terminal conforme spec.
Tabela de Fricção: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta ou Ação de Correção |
|---|---|---|
| Contato queimado após comutação | Energia de make supera capacidade térmica do contato | Rogowski coil + power analyzer; instalar soft-start MOSFET |
| Plástico derretido perto do borne | Pico de corrente concentrado por resistência de contato elevada | Shunt 10 mΩ para medir I²·t; usar relé com contatos silver-níquel |
| Relé escurecido após ciclo | Micro-arco repetitivo elevando resistência | Analisador de potência; trocar contatos e reduzir inrush |
Medir primeiro, consertar depois: substituir relé sem capturar o pulso é cirurgia às cegas. Registre forma de onda, integral de carga e temperatura antes de definir a mitigação. — Nota Técnica
O Teste de Estresse Pós-Reparo
Após aplicar limitador e trocar contato, rode 72 horas com logging de inrush, Tj do contato e queda de tensão no terminal a cada evento. Critérios de sucesso: pico de inrush reduzido para < 3× a corrente nominal, queda de tensão no contato estável < 50 mV em carga e temperatura do borne < 70 °C sob carga por 1 hora contínua. Ao cabo de 30 dias, a métrica a monitorar é a tendência da queda de tensão: aumento indica reativação do processo de degradação.
- Exportar CSV com picos por ciclo para revisão semanal.
- Marcar componentes alterados com data para rastreabilidade.
borne derretido revela padrões térmicos e eletromecânicos que a foto comum não mostra: sulcos de oxidação, rastro de fluxo, pontos de reflow e a geometry do trilho que concentrou calor. Aqui a análise é técnica e orientada por evidência fotográfica escalonada — medir, catalogar e inferir mecanismo de falha antes de qualquer substituição.
Preparando a cena fotográfica e coleta de evidências
Use uma câmera DSLR com lente macro 100mm e anel de LED para eliminar sombras; inclua escala métrica e rótulo da amostra. Fotografe em RAW para preservar dados de cor e permitir ajuste de balanço de branco sem perdas.
- Fotografia em três distâncias: panorama, macro 1:1 e detalhe a 5x (lente de aumento).
- Documentar posição do fio, torque do parafuso do borne (Nm) e acabamento do terminal.
- Registrar sequência temporal: foto antes de tocar, depois de limpar e após remoção.
Inspeção forense do borne derretido
Examine coloração do polímero: amarelamento indica aquecimento prolongado ~120–150 °C, carbono negro indica >300 °C. Verifique se há transferência de metal (silvering ou manchas brilhantes) — sinal de arco elétrico. Use lupa estereoscópica 20–40× e medidor de dureza superficial para estimar degradação térmica do encapsulamento.
Medições elétricas e mecânicas práticas
Meça resistência DC do conjunto terminal-trilha com técnica Kelvin; valores acima de 50 mΩ em sistema low-voltage são indicativo de dano. Mensure espessura de cobre exposto (micrômetro) e verifique torque do parafuso do borne conforme spec (ex.: M3 = 0,5–0,7 Nm). Capte forma de onda de comutação com osciloscópio 200 MHz e sonda de corrente para correlacionar evento térmico ao pulso elétrico.
Tabela de Fricção: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta ou Ação de Correção |
|---|---|---|
| Superfície do borne vitrificada | Micro-arco localizado com oxidação do contato | Lupa estereoscópica; trocar terminal por conector com prata estanhada |
| Trilha do PCB parcialmente delaminada | Elevação térmica localizada por alta densidade de corrente | Micrômetro e termografia; refazer trilha com jumper e aumentar seção |
| Parafuso do borne solto/oxidação | Mau contato mecânico aumentando R | Chave dinamométrica; crimpar terminal com luva apropriada |
Não lixe ou solda antes de documentar: remoção de evidência destrói a sequência causal. Fotografia e medições são o que te permitem acertar a correção. — Mesa de Trabalho
O Teste de Estresse Pós-Reparo
Após reparo, execute 48–72 horas com logging de temperatura do borne (termopar K) e registro de cada comutação. Critério de aceite: estabilidade de queda de tensão no borne (< 30 mV em carga nominal), pico térmico < 65 °C e zero variação ascendente de R ao longo de 30 ciclos diários. Se a tendência mostrar aumento, não hesite em redesenhar o ponto de conexão (aumentar seção, usar bornes isolados de maior capacidade).

módulo SSR elimina o contato mecânico, mas não elimina a física do calor: o isolamento galvânico que você ganha vem acompanhado de queda de tensão direta, corrente de fuga e necessidade de dissipação térmica. Nesta intervenção pratiquei a troca em uma oficina real; os passos são técnicos, mensuráveis e orientados para quem já queimou relés por inrush e precisa de solução confiável.
Por que trocar pelo módulo SSR e o que a teoria oculta
SSR fornece isolamento por semicondutor (fotoacoplador + tiristores/MOSFETs/TRIACs). A especificação do fabricante fala em corrente contínua, mas esquece leakage (µA–mA), tensão de saturação (VON) e energia dissipada (Pd = I_rms × VON). Na prática, o calor aparece no corpo do SSR e no dissipador — não no contato. Se você substituir sem calcular Pd, o SSR vai aquecer até falhar.
- Verifique se precisa de SSR AC (triac/thyristor) ou DC (MOSFET).
- Leia Make/Break energy e leakage no datasheet — são críticas para LEDs com drivers de capacitor.
- Escolha SSR com VDRM e I_TSM superiores aos picos de inrush medidos.
Dimensionamento térmico e montagem prática
Calcule potência dissipada: Pd = I_rms × VON. Ex.: 5 A × 0,8 V = 4 W — exige dissipador com Rth ≤ (Tj_max − Tamb)/Pd. Use compound térmico, parafuse com torque recomendado e isolador mica quando necessário. Meça com câmera IR antes e depois do conjunto.
- Calcule Pd e selecione dissipador (°C/W) com margem 30%.
- Aplicar pasta térmica e montar com torque especificado.
- Fixar sensor térmico (termopar K) próximo ao tab do SSR para logging.
Proteções elétricas: inrush, dv/dt e snubber
SSR tem limitação em lidar com inrush capacitor-charged; seu leakage pode manter LEDs levemente acesos. Use NTC ou resistor de pré-carga com bypass por MOSFET para limitar pico, e um snubber RC (e.g., 100 Ω / 0.1 µF) para controlar dv/dt. Inclua supressor TVS para surtos e fusível rápido dimensionado para I²t do inrush.
Tabela de Fricção: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta ou Ação de Correção |
|---|---|---|
| LED fica fraco com SSR instalado | Leakage do SSR alimentando driver | Inspeção do datasheet; adicionar bleed resistor ou relé mecânico paralelo |
| SSR aquece excessivamente | Pd mal calculada / dissipador insuficiente | Recalcular Pd; substituir dissipador; instalar ventilação forçada |
| Pico de corrente queimada | Inrush do driver não controlado | Adicionar NTC ou pré-carga com bypass MOSFET |
SSR isola eletricamente, não remove a necessidade de gestão térmica e de surge. Medir o pulso de entrada e a energia dissipada antes de montar evita retrabalho. — Nota de Segurança
Integração com Arduino e testes funcionais
Verifique corrente de entrada do SSR (mA) contra saída do pino do microcontrolador; use driver transistor ou opto-acoplador se necessário. Teste em bancada com carga resistiva equivalente antes de conectar o painel LED. Meça tensão de saída em carga e corrente de fuga ao desligar.
- Testes: 100 ciclos de comutação com registro de temperatura e Vdrop.
- Logar dados em CSV e comparar antes/depois para validar redução de falhas.
O Teste de Estresse Pós-Reparo
Rode 72 horas contínuas com logging: temperatura do SSR, Vdrop, corrente média e picos de inrush. Critérios em 30 dias: estabilidade de Vdrop (<10% variação), temperatura máxima estável e zero eventos de reativação do circuito por sobreaquecimento. Se houver aumento progressivo nas métricas, reveja dissipação e proteção contra inrush.
Para validar a nova topologia, executei um ciclo contínuo de Teste de carga de 24h com logging e checkpoints térmicos programados. O objetivo não é confirmar que “funciona”, mas verificar tendências: variação de Vdrop, deriva térmica em bornes e estabilidade do dissipador sob carga real. O procedimento aqui descrito é prático, orientado a quem já tentou atalhos e voltou a pegar fogo no projeto.
Preparação do ensaio: montagem e pontos de medição
Monte o circuito numa mesa de trabalho limpa; fixe sensores antes de ligar. Posições críticas: tab do SSR (se presente), borne principal, trilha PCB próxima ao conector e cabo de alimentação a 5 cm da entrada. Use três tipos de sensores para redundância: termopares tipo K (resposta rápida), um PT100 por reação lenta para estabilidade e termistor NTC para ponto de contato.
- Fixar termopares com braçadeira térmica e cola de silicone para contato seguro.
- Instalar medidor de queda de tensão em shunt de 50 mΩ com ADC de 24 bits para Vdrop.
- Configurar amostragem: 1 Hz para temperaturas, 10 kS/s apenas nos eventos de comutação.
Instrumentação e aquisição: software e hardware usados no Teste de carga de 24h
Usei um registrador Fluke 1738 para curvas de potência, um DAQ NI USB-6211 para canais analógicos e um Raspberry Pi com InfluxDB + Grafana para logging contínuo. O Fluke captura energia e harmônicos, o DAQ registra termopares e Vdrop, e o Pi faz watchdog e notificação via MQTT quando limites são ultrapassados.
- Calibração: zero do shunt e compensação cold-junction para termopares.
- Scripts: Python com pySerial para leitura do DAQ e inserção no InfluxDB.
- Alarme: alertas por e-mail/Telegram quando T > limiar ou Vdrop aumenta >10%.
Tabela de Fricção: Guia de Diagnóstico Rápido
| Sintoma ou Erro | Causa Raiz Oculta | Ferramenta ou Ação de Correção |
|---|---|---|
| Temperatura sobe progressivamente | Massa térmica insuficiente / mau contato | Adicionar alumínio 3 mm como dissipador, apertar com dinamômetro |
| Vdrop aumenta ao longo do dia | Aumento de resistência de contato por oxidação | Micro-ohmímetro 4-wire; limpar e crimpar novamente |
| Picos anormais no momento de comutação | Inrush não mitigado / controle PWM mal sincronizado | Registrar forma de onda com osciloscópio; inserir pré-carga NTC |
Não confie só em leitura pontual: tendência é o que mata. Um delta de 2 °C por dia numa junção indica degradação que será irreversível em semanas. — Nota de Campo
Procedimento de execução e critérios de aceitação
Ligue o circuito em vazio por 30 minutos, depois aplique carga nominal por 24 horas com ciclos de 1 hora ON / 15 min OFF para simular variação. Logue temperatura, corrente RMS e Vdrop. Critérios de aceitação imediatos: Tmax do borne < 70 °C, Vdrop estável (variação < 5%), sem alarmes de fuga.
- Exportar CSV diário e revisar tendências.
- Se Vdrop aumentar >10% ou T subir >5 °C por 24h, interromper e reavaliar conexões.
O Teste de Estresse Pós-Reparo
Ao fim de 30 dias de operação com ciclos normais, o que indica sucesso é estabilidade nas curvas: pente de Vdrop ≈ 0, temperatura média dentro de ±2 °C e zero eventos de sobretemperatura. Qualquer crescimento linear em Vdrop exige retorno ao projeto: aumentar seção do condutor, rever dissipação ou adotar controle ativo de inrush.
Sinais de alerta para o superaquecimento do relé
Identificar os sinais de um relé do Arduino em risco de superaquecimento é fundamental para a segurança do seu projeto. Um dos primeiros indicadores que você deve observar é o aumento de temperatura na parte externa do relé, que pode ser percebido pelo toque. Outros sinais incluem a presença de cheiro de queimado ou mudanças visíveis na aparência do relé, como deformação. Usar ferramentas como câmaras térmicas pode ajudar a detectar pontos quentes antes que o problema se torne crítico. Além disso, medições de resistência e continuidade podem revelar falhas ocultas que, se não tratadas, podem levar a falhas catastróficas.
Explorar conceitos como módulo relé arduino, aquecimento local do relé, problemas com relé arduino amplia o entendimento sobre Relé Do Arduino.
Leia também: saiba mais sobre relés e aquecimento
Como prevenir problemas com seu relé do Arduino
A prevenção é sempre a melhor solução quando se trata de eletrônica. Para prevenir problemas com o relé do Arduino, comece utilizando componentes de qualidade e certifique-se de que todas as conexões estão bem feitas e seguras. Monitore as condições de operação e nunca exceda as especificações do relé. Em caso de qualquer sinal de superaquecimento, desconecte imediatamente a alimentação e inspecione os componentes. Usar um relé com maior capacidade de corrente pode ser uma boa estratégia para evitar falhas. Além disso, manter um ambiente limpo e livre de poeira ao redor do circuito pode minimizar riscos.
Conclusão sobre o relé do Arduino
A correta aplicação de relé do arduino gera resultados concretos.
Os cuidados com o relé do Arduino são vitais para evitar desastres elétricos. Ficar atento a sinais como superaquecimento e odores estranhos pode salvar não apenas o seu projeto, mas também sua segurança. Aprenda a diagnosticar e intervir rapidamente para garantir que seus projetos eletrônicos funcionem de forma eficiente e segura.
Fonte: dicas para prevenir falhas no relé

Clara Mendes é bióloga com foco em nutrição vegetal e cultivo urbano. Seu trabalho documenta hidroponia em apartamentos e locais de 30 a 50m² — investigando o comportamento real dos sistemas em espaço compacto, desde a química da solução nutritiva até a automação do cultivo. Indo além dos tutoriais genéricos para revelar o que realmente determina se um sistema funciona ou falha dentro de quatro paredes.